| A | B |
|---|
| V‑bending | performed with a V‑shaped die. For low production. Performed on a press brake. V-dies are simple and inexpensive., 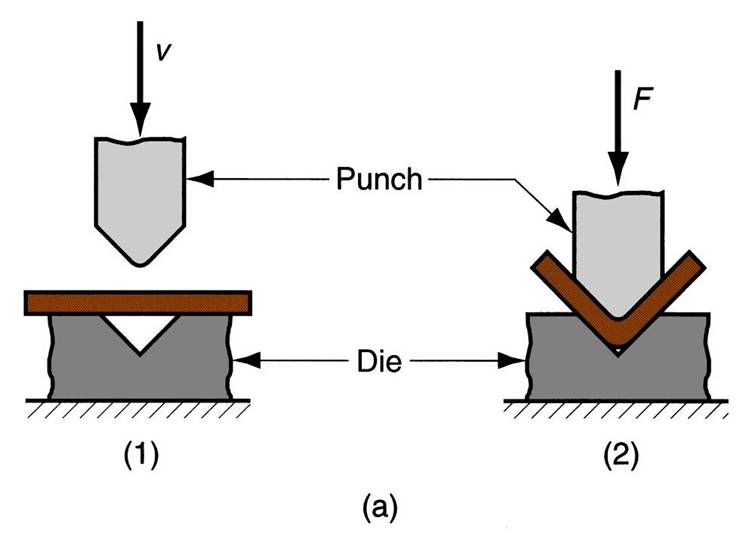 |
| Edge bending | performed with a wiping die. For high production. Pressure pad required. Dies are more complicated and costly., 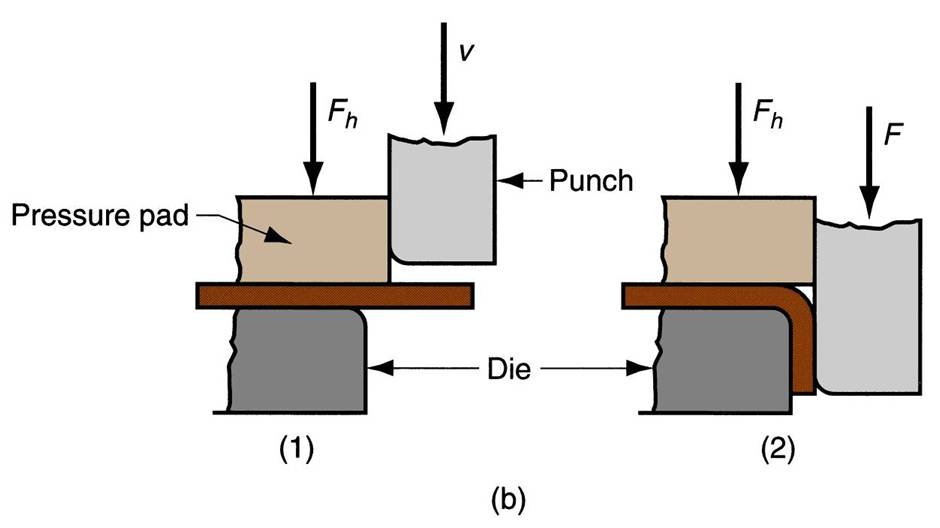 |
| Hoe dows metal stretch during bending? | If bend radius is small relative to stock thickness |
| Springback (definition) | When bending pressure is removed, elastic energy remains in bent part, causing it to recover partially toward its original shape.,  |
| Drawing AKA deep drawing (definition) | Sheet metal forming to make cup‑shaped, box‑shaped, or other complex‑curved, hollow‑shaped parts. |
| How drawing works: | Sheet metal blank is positioned over die cavity and then punch pushes metal into opening,  |
| Clearance in Drawing | Sides of punch and die separated by a clearance c given by: c = 1.1 t where t = stock thickness In other words, clearance is about 10% greater than stock thickness |
| 3 Tests of Drawing Feasibility | Drawing ratio. Reduction. Thickness-to-diameter ratio. |
| Drawing Ratio DR | Most easily defined for cylindrical shape. DR = blank diameter / punch diameter = Db/Dp. Upper limit: DR < 2.0 |
| Thickness‑to‑Diameter Ratio t/Db | Thickness of starting blank divided by blank diameter. Desirable for t/Db ratio to be greater than 1% |
| Blank Size Determination | For final dimensions of drawn shape to be correct, starting blank diameter Db must be right. Solve for Db by setting starting sheet metal blank volume = final product volume. |
| Drawing Shapes other than Cylindrical Cups | Square or rectangular boxes (as in sinks), Stepped cups, Cones, Cups with spherical rather than flat bases, Irregular curved forms (as in automobile body panels) |
| Other Sheet Metal Forming on Presses | Other sheet metal forming operations performed on conventional presses- Operations performed with metal tooling. Operations performed with flexible rubber tooling. |
| Ironing | Makes wall thickness of cylindrical cup more uniform,  |
| Embossing | Creates indentations in sheet, such as raised (or indented) lettering or strengthening ribs, 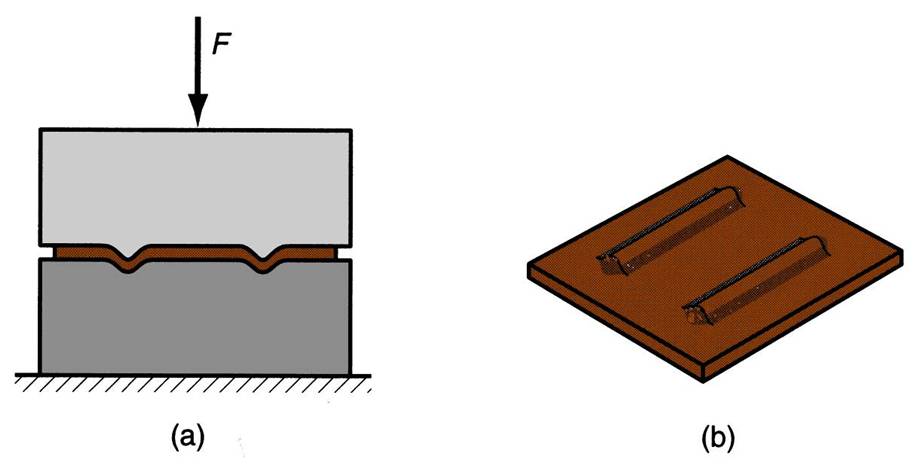 |
| Guerin Process | Figure 20.28 Guerin process: (1) before and (2) after. Symbols v and F indicate motion and applied force respectively.,  |
| Advantages of Guerin Process (4) | Low tooling cost. Form block can be made of wood, plastic, or other materials that are easy to shape. Rubber pad can be used with different form blocks. Process attractive in small quantity production. |
| Dies for Sheet Metal Processes | Most pressworking operations performed with conventional punch‑and‑die tooling- Custom‑designed for particular part. The term stamping die sometimes used for high production dies |
| Punch and Die Components | Know,  |
| Progressive Die | (a) Progressive die; (b) associated strip development,  |
