| A | B |
|---|
| heat required for casting is the sum of what? | Heat to raise temperature to melting point. Heat of fusion to convert from solid to liquid. Heat to raise molten metal to desired temperature for pouring |
| factors that determine successful pour | pouring temperature, pouring rate, turbulence |
| Solidification differs depending on whether the metal is | A pure element or an alloy |
| cooling of pure metal | A pure metal solidifies at a constant temperature equal to its freezing point (same as melting point),  |
| Smold wall, a thin skin of solid metal is formed at the interface immediately after pouring Skin thickness increases to form a shell around the molten metal as solidification progresses Rate of freezing depends on heat transfer into mold, as well as thermold wall, a thin skin of solid metal is formed at the interface immediately after pouring Skin thickness increases to form a shell around the molten metal as solidification progresses Rate of freezing depends on heat transfer into mold, as well as thermmolidification of Pure Metals | Due to chilling action of mold wall, a thin skin of solid metal is formed at the interface immediately after pouring. Skin thickness increases to form a shell around the molten metal as solidification progresses. Rate of freezing depends on heat transfer into mold, as well as thermal properties of the metal |
| Solidification of Alloys | Most alloys freeze over a temperature range rather than at a single temperature, 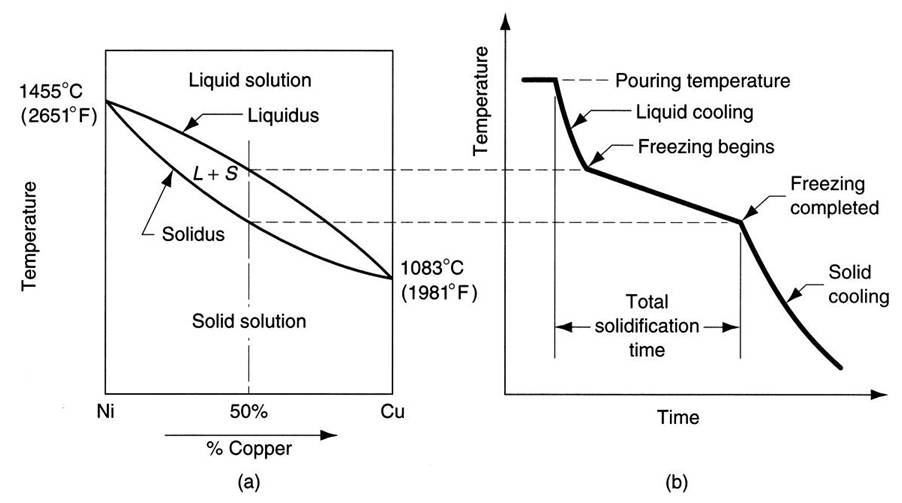 |
| Solidification Time | TTS depends on size and shape of casting by relationship known as Chvorinov's Rule |
| Mold constant Cm depends on | Mold material. Thermal properties of casting metal. Pouring temperature relative to melting point |
| What Chvorinov's Rule Tells Us | A casting with a higher volume‑to‑surface area ratio cools and solidifies more slowly than one with a lower ratio |
| What Chvorinov's Rule Tells Us | Since mold constants of riser and casting will be equal, design the riser to have a larger volume‑to‑area ratio so that the main casting solidifies first |
| Solidification Shrinkage | Occurs in nearly all metals because the solid phase has a higher density than the liquid phase. solidification causes a reduction in volume per unit weight of metal. exception - cast iron with high C content,  |
| Shrinkage Allowance | Patternmakers account for solidification shrinkage and thermal contraction by making mold cavity oversized. Casting dimensions are expressed linearly, so allowances are applied accordingly |
| pattern shrinkage allowance | Amount by which mold is made larger relative to final casting size |
| Directional Solidification | To minimize damaging effects of shrinkage, it is desirable for regions of the casting most distant from the liquid metal supply to freeze first and for solidification to progress from these remote regions toward the riser(s). thus molten metal is continualy avaible from risers to prevent shrinkage voids |
| Achieving Directional Solidification | Desired directional solidification is achieved using Chvorinov's Rule to design the casting itself, its orientation in the mold, and the riser system that feeds it. Locate sections of the casting with lower V/A ratios away from riser, so freezing occurs first in these regions, and the liquid metal supply for the rest of the casting remains open |
| Chills | internal or external heat sinks that cause rapid freezing in certain regions of the casting, 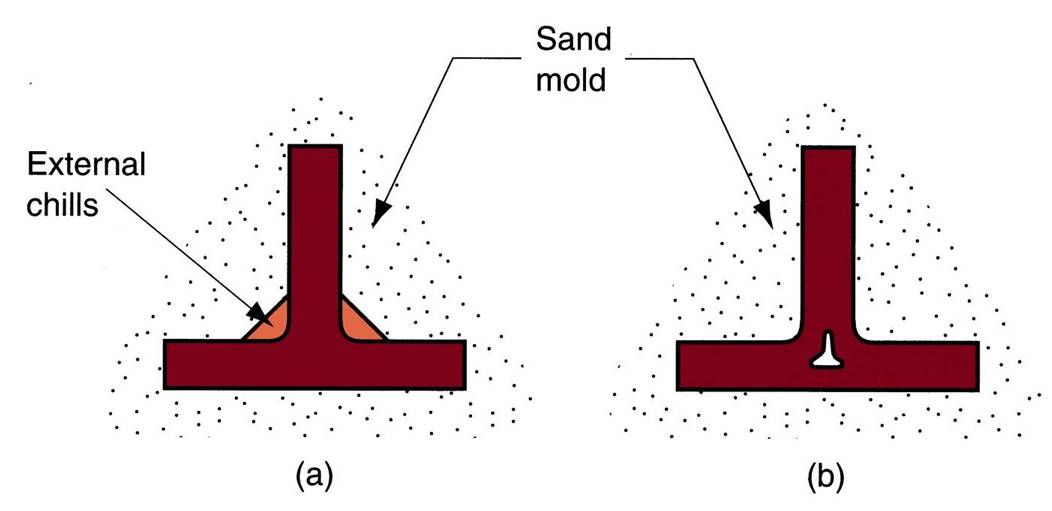 |
| Riser Design | Riser is waste metal that is separated from the casting and remelted to make more castings. to minimize waste, volume in riser should be a minimum. |
| Draft angle | allows pattern to be removed from the mold |
| Core allowance (core prints) | added areas on the pattern to locate and hold cores in the mold cavity |
| force tending to lift the core | equal to the weight of the displaced liquid less the weight of the core itself |
| Chaplets | Often Used to Support Cantilevered Cores |
| Fluidity | inverse of viscosity; as viscosity increases, fluidity decreases. Often measured using a standard fluidity spiral mold |
| Factors affecting fluidity | pouring temperature (amount of superheat), metal composition (specific heat, freezing range, heat of fusion), viscosity of the liquid metal, cleanliness of the molten metal (gas and inclusions) and rate of heat transfer to the mold |
| Expendable mold/Reusable pattern categories | green sand casting, no bake mold casting, shell mold casting, plaster mold casting, ceramic mold casting |
| Expendable mold/Expendable pattern | investment (lost wax) casting, evaporative polystyrene (lost foam) casting |
| Permanent mold/No pattern | permanent mold casting (gravity die casting), die casting (high pressure), centrifugal casting |
| engineering issues with casting | alloy selection (mechanical properties, fluidity), melting method (rate, oxidation, energy use), mold material selection (thermal conductivity, strength, surface finish), solidification and heat loss of the casting (cracks, dimensional control), mold removal, trimming cleaning and inspection |
| Commercial Melting Methods | Coke-fueled cupola (cast irons) - continuous, electric (induction for steels, cast irons, Ni, Al, Cu. also resistance and Arc), Gas Fired |
| Energy efficiency | Electric melting furnaces are generally about 3 times more efficient than gas-fired furnaces. However, if the energy content of electricity (BTU/KWH) and natural gas (BTU/Cubic feet) are equilibrated, for the same amount of energy electricity is historically about 3 times the cost of natural gas. |
| indicators to determine quality of sand mold | 1. strength - molds ablility to maintain shape. 2 permeability - capacity of mold to allow hot air and gases to pass through voids in sand. 3. thermal stability - ability of sand at surface of mold cavity to resist cracking and buckling. 4. collapsibility - ability of mold to give way and allow casting to shrink w/o cracking. 5. reusability - can sand be reused to make other molds |
| green sand molds | made of sand, clay and water |
| shell molding | smoother, better accuracy and better for mass quantities than green sand molding.more expensive than sand casting |
| investment casting | pattern made of wax is coated with refractory material to make mold, then was is melted away prior to pouring metal, 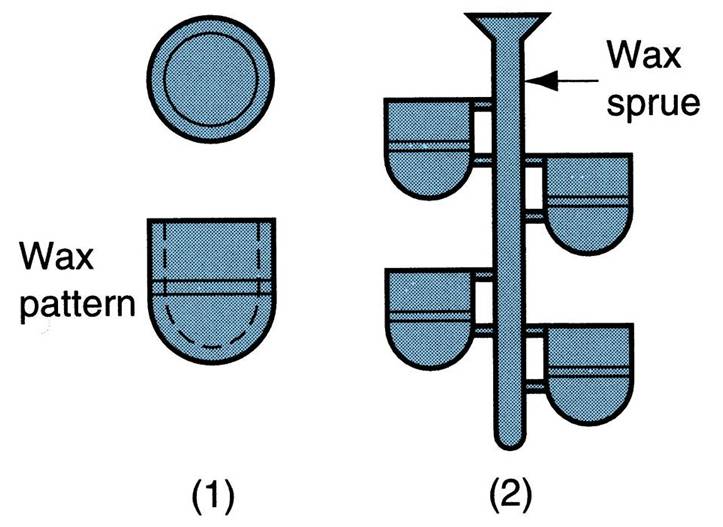 |
| plaster mold casting | similar to sand casting except mold is made of plaster of paris(gypsum) |
| types of permanent mold casting | slush, low pressure die castingand vacumm permanent mold casting |
| die casting | permanent mold casting which molten metal is injected into mold cavity under high pressures |
| centrifugal casting | mold is rotated at high speed so centrifugal force distributes molten metal to outer regions of the die cavity |
| project design considerations | geometric simplicity, corners, sectionthicknesses, draft, use of cores, dimensional tolerances, surface finish, maching allowances |
| metals for casting | ferrous casting alloys (cast iron), ferrous casting alloys (steel), nonferrous casting alloys, magnesium alloys, copper alloys, zinc alloys, tin based alloys, nickel alloys, titanium alloys |
