| A | B |
|---|
| Define Sheet Metal Working | Cutting and forming operations performed on relatively thin sheets of metal |
| Sheet Metal operations are usually performed as ______ working | cold working |
| List the advantages of Sheet Metal Parts (5) | High strength. Good dimensional accuracy. Good surface finish. Relatively low cost. Economical mass production for large quantities. |
| Punch‑and‑die (stamping die) | tooling to perform cutting, bending, and drawing |
| Stamping press | machine tool that performs most sheet metal operations |
| Stampings | sheet metal products |
| 3 Basic Types of Sheet Metal Processes | Cutting, Bending, Drawing |
| Cutting | Shearing to separate large sheets. Blanking to cut part perimeters out of sheet metal. Punching to make holes in sheet metal., 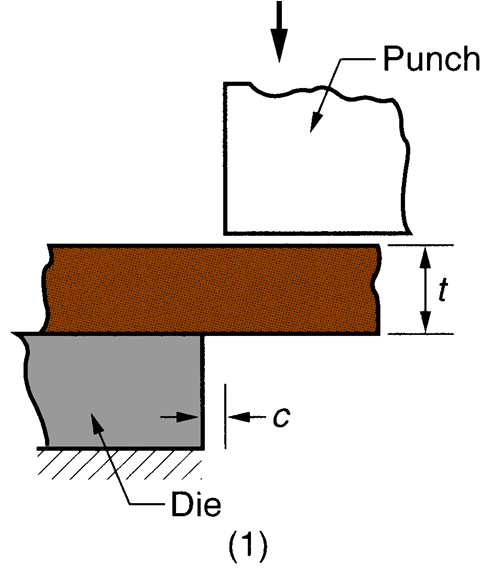 |
| Bending | Straining sheet around a straight axis |
| Drawing | Forming of sheet into convex or concave shapes |
| Three principal operations in pressworking that cut sheet metal: | Shearing, Blanking, Punching |
| Shearing | Sheet metal cutting operation along a straight line between two cutting edges. Typically used to cut large sheets.,  |
| Blanking | sheet metal cutting to separate piece (called a blank) from surrounding stock, 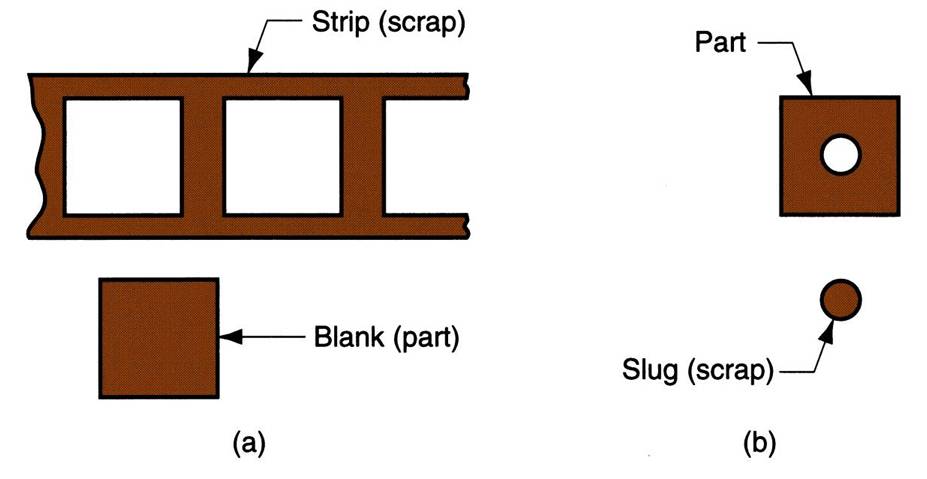 |
| Punching | similar to blanking except cut piece is scrap, called a slug, 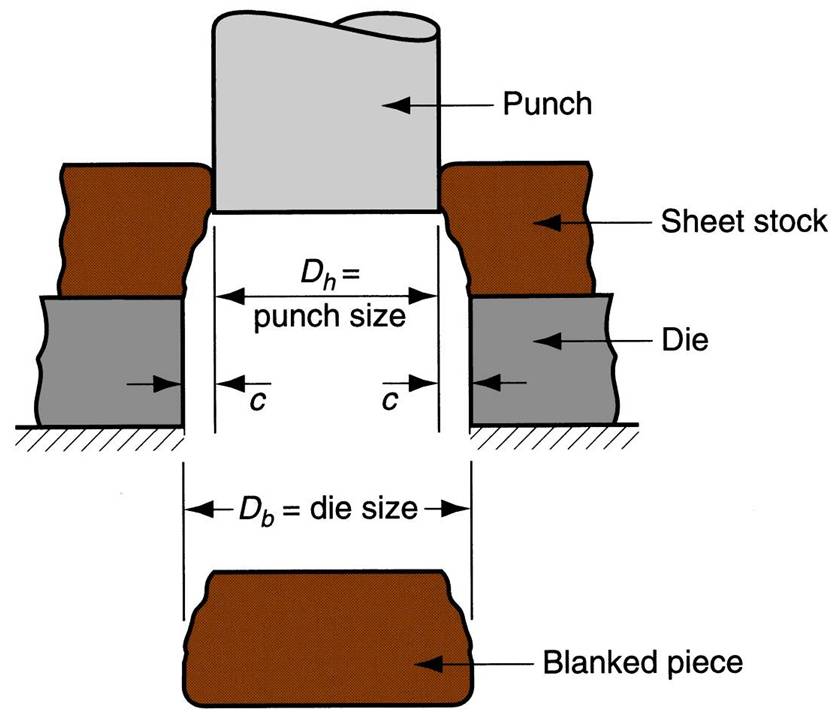 |
| Slug | Scrap piece left after punching |
| What happens if clearance is too small or large in sheet metal cutting? | Typical values range between 4% and 8% of stock thickness. If too small, fracture lines pass each other, causing double burnishing and larger force. If too large, metal is pinched between cutting edges and excessive burr results. |
| Recommended clearance in cutting is calculated by: | c = at where c = clearance; a = allowance; and t = stock thickness. Allowance a is determined according to type of metal |
| Purpose of angular clearance | allows slug or blank to drop through die. Typical values: 0.25 to 1.5 degrees on each side, 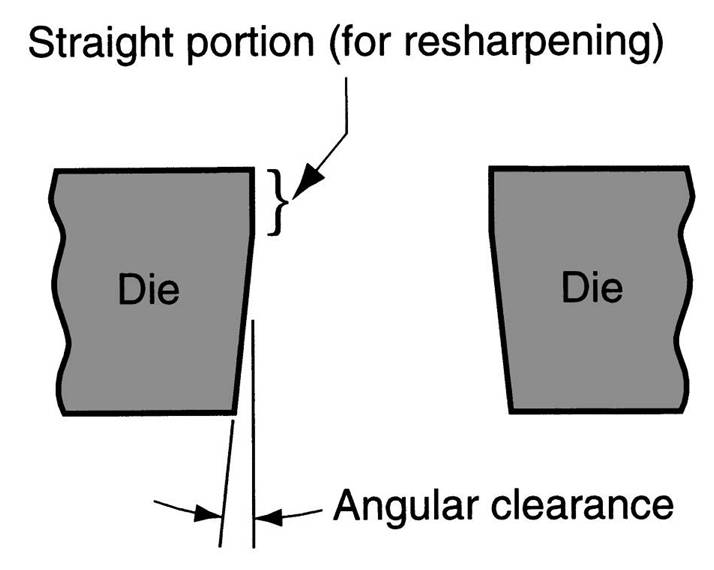 |
| Equation for Cutting Force | Important for determining press size (tonnage) F = S t L where S = shear strength of metal; t = stock thickness, and L = length of cut edge |
| Effect of sheet metal bending on the metal | Metal on inside of neutral plane is compressed, while metal on outside of neutral plane is stretched. both compression and tensile elongation of the metal occur in bending., 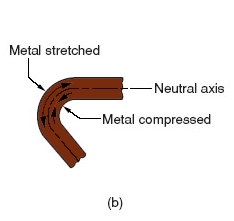 |
