| A | B |
|---|
| disadvantages of permanent mold casting | Generally limited to metals of lower melting point. Simpler part geometries compared to sand casting because of need to open the mold. High cost of mold |
| Applications of Permanent Mold Casting | Due to high mold cost, process is best suited to high volume production and can be automated accordingly. Typical parts: automotive pistons, pump bodies, and certain castings for aircraft and missiles |
| Metals commonly cast in permanent mold casting | Metals commonly cast: aluminum, magnesium, copper‑base alloys, and cast iron |
| Die Casting | permanent mold casting process in which molten metal is injected into mold cavity under high pressure. Pressure is maintained during solidification, then mold is opened and part is removed. |
| what distinguishes die casting from other permanent mold processes? | Use of high pressure to force metal into die cavity is what distinguishes this from other permanent mold processes |
| Die Casting Machines | Designed to hold and accurately close two mold halves and keep them closed while liquid metal is forced into cavity (hot and cold chamber) |
| Hot-Chamber Die Casting (definition) | Metal is melted in a container, and a piston injects liquid metal under high pressure into the die. Limited to mostly low melting point alloys (zinc, tin, lead), 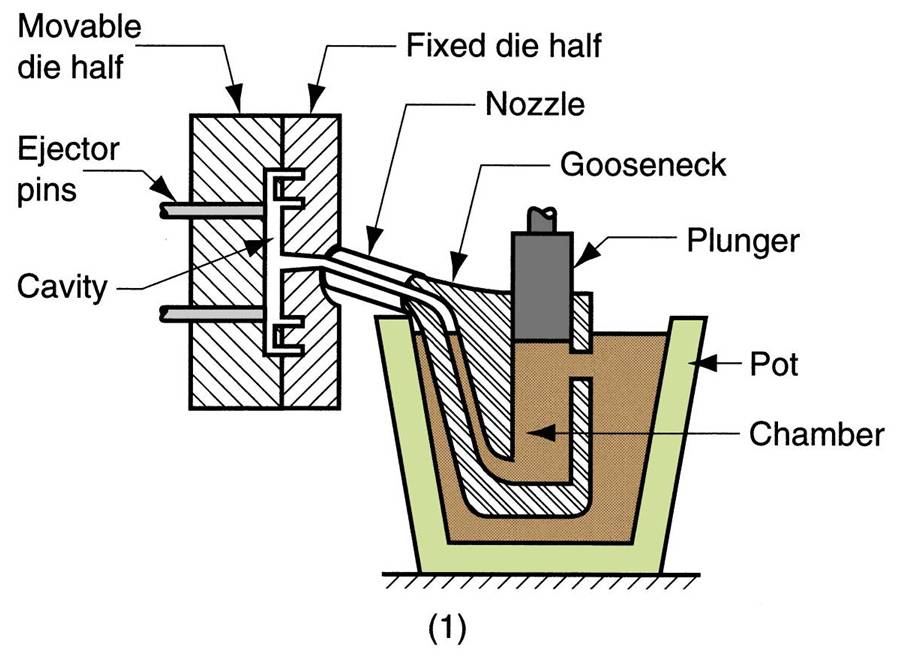 |
| Hot-Chamber Die Casting (production rate and casting metals) | High production rates - 500 parts per hour not uncommon. Applications limited to low melting‑point metals that do not chemically attack plunger and other mechanical components. Casting metals: zinc, tin, lead, and magnesium |
| Cold‑Chamber Die Casting Machine (definition) | Molten metal is poured into unheated chamber from external melting container, and a piston injects metal under high pressure into die cavity,  |
| Cold‑Chamber Die Casting Machine (production rate and casting metals) | High production but not usually as fast as hot‑chamber machines because of pouring step. Casting metals: aluminum, brass, and magnesium alloys], |
| Molds for Die Casting | Usually made of tool steel, mold steel, or maraging steel. Tungsten and molybdenum (good refractory qualities) used to die cast steel and cast iron. Lubricants must be sprayed into cavities to prevent sticking. |
| __________ are required to remove part from die when it opens. | Ejector pins required to remove part from die when it opens. |
| Advantages of die casting | Economical for large production quantities. Good accuracy and surface finish. Thin sections are possible. Rapid cooling provides small grain size and good strength to casting. |
| Disadvantages of die casting | Generally limited to metals with low metal points. Part geometry must allow removal from die |
| True Centrifugal Casting | Molten metal is poured into rotating mold to produce a tubular part. In some operations, mold rotation commences after pouring rather than before. |
| True Centrifugal Casting Parts | pipes, tubes, bushings, and rings |
| True Centrifugal Casting Shape (probably not important) | Outside shape of casting can be round, octagonal, hexagonal, etc , but inside shape is (theoretically) perfectly round, due to radially symmetric forces,  |
| Semicentrifugal Casting | Centrifugal force is used to produce solid castings rather than tubular parts. Molds are designed with risers at center to supply feed metal. Density of metal in final casting is greater in outer sections than at center of rotation. Often used on parts in which center of casting is machined away, thus eliminating the portion where quality is lowest. Examples: wheels and pulleys. |
| Centrifugal Casting (definition of group) | A family of casting processes in which the mold is rotated at high speed so centrifugal force distributes molten metal to outer regions of die cavity. The group includes: True centrifugal casting Semicentrifugal casting Centrifuge casting |
| Centrifuge Casting | Mold is designed with part cavities located away from axis of rotation, so that molten metal poured into mold is distributed to these cavities by centrifugal force- Used for smaller parts. Radial symmetry of part is not required as in other centrifugal casting methods. |
